Boiler Feed Water Treatment Basics
The purpose of boiler water treatment is to protect the boiler and steam system against corrosion and scale formation and help maintain steam purity and quality, our FAQs and basic guidance below should help you understand better how your boiler should be run. Remember to book your free on-site consultation today with one of our experts, today.
Preventing Boiler Scale Formation
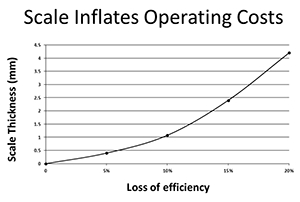 Boiler scale is caused by the formation of insoluble salts of calcium and magnesium at high temperature. These form a rock-like coating on the boiler tubes which severely reduces the heat transfer. This is highly undesirable, not only because it greatly reduces the efficiency of the boiler, but also causes the boiler tubes to overheat, so that in an extreme situation they can rupture with very hazardous consequences.
Boiler scale is caused by the formation of insoluble salts of calcium and magnesium at high temperature. These form a rock-like coating on the boiler tubes which severely reduces the heat transfer. This is highly undesirable, not only because it greatly reduces the efficiency of the boiler, but also causes the boiler tubes to overheat, so that in an extreme situation they can rupture with very hazardous consequences.
Feedwater offer lab analysis services for Deposit analysis.
Scale formation is prevented by firstly removing as much hardness from the make-up water as possible (normally with a boiler water softener), and then secondly by dosing boiler water chemicals such as alkalinity builders, phosphate treatments and polymer sludge conditioners. These boiler treatment chemicals ensure that any hardness slippage is converted into a mobile sludge which can be removed by steam boiler blowdown and so doesn’t form boiler scale. If a boiler water softener fails, scale formation can occur rapidly, so it is important that the water treatment tests include a daily test of the water softener.
In the case of heavy boiler scaling, Feedwater can offer services for acid cleaning.
Controlling Boiler System Corrosion
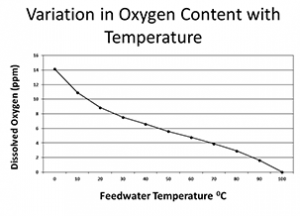 Corrosion in low pressure boilers can be caused by dissolved oxygen, acidity and excessive alkalinity. Water treatment therefore should remove the dissolved oxygen and maintain the boiler water with the appropriate pH and alkalinity levels. The oxygen content of water reduces with rising temperature as shown in this graph. It follows therefore that simply raising the feed water temperature, and giving the oxygen sufficient opportunity to escape, will significantly reduce the risk of oxygen corrosion. A well-designed feedtank or hotwell is therefore the first line of defence in protecting the boiler. Note particularly that the cold make-up and the returned condensate should be distributed by a sparge arrangement to ensure thorough mixing and avoid temperature stratification. This will encourage the maximum de-aeration effect. The feedtank temperature should be maintained at a minimum of 80°C. This should be achieved by returning as much hot condensate as possible and by steam injection. A feed temperature of 85-90°C is ideal, but you should avoid pushing the temperature too high, since it will encourage cavitation damage in the feed pump.
Corrosion in low pressure boilers can be caused by dissolved oxygen, acidity and excessive alkalinity. Water treatment therefore should remove the dissolved oxygen and maintain the boiler water with the appropriate pH and alkalinity levels. The oxygen content of water reduces with rising temperature as shown in this graph. It follows therefore that simply raising the feed water temperature, and giving the oxygen sufficient opportunity to escape, will significantly reduce the risk of oxygen corrosion. A well-designed feedtank or hotwell is therefore the first line of defence in protecting the boiler. Note particularly that the cold make-up and the returned condensate should be distributed by a sparge arrangement to ensure thorough mixing and avoid temperature stratification. This will encourage the maximum de-aeration effect. The feedtank temperature should be maintained at a minimum of 80°C. This should be achieved by returning as much hot condensate as possible and by steam injection. A feed temperature of 85-90°C is ideal, but you should avoid pushing the temperature too high, since it will encourage cavitation damage in the feed pump.
NB: Excessive temperatures, steaming and banging in the hotwell may be an indication that steam traps are passing and allowing live steam back. This should be investigated promptly, since it can waste a great deal of heat energy.
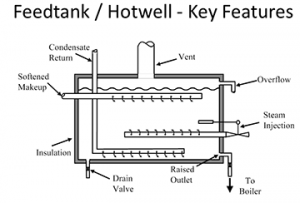 In order to remove the remaining oxygen from the feed water, a chemical oxygen scavenger, such as sulphite, sulfite, tannin or DEHA, is added in direct proportion to the amount of remaining oxygen. feed-tank-design-key-features In order to provide maximum protection to the boiler and feed system, the oxygen scavenger should be dosed to the hot end of the hot well i.e. away from the cold water inlet or failing that into the feed-line just as it leaves the hotwell. This ensures thorough mixing and adequate time for the oxygen scavenger to react before it reaches the boiler. This is particularly important if a flue gas economiser is fitted. For this reason dosing arrangements where the oxygen scavenger is dosed into the feed-line just before the boiler or directly into the boiler shell should be avoided. Regular boiler water testing is essential to ensure that a good chemical oxygen scavenger reserve is maintained at all times.
In order to remove the remaining oxygen from the feed water, a chemical oxygen scavenger, such as sulphite, sulfite, tannin or DEHA, is added in direct proportion to the amount of remaining oxygen. feed-tank-design-key-features In order to provide maximum protection to the boiler and feed system, the oxygen scavenger should be dosed to the hot end of the hot well i.e. away from the cold water inlet or failing that into the feed-line just as it leaves the hotwell. This ensures thorough mixing and adequate time for the oxygen scavenger to react before it reaches the boiler. This is particularly important if a flue gas economiser is fitted. For this reason dosing arrangements where the oxygen scavenger is dosed into the feed-line just before the boiler or directly into the boiler shell should be avoided. Regular boiler water testing is essential to ensure that a good chemical oxygen scavenger reserve is maintained at all times.
Controlling Condensate System Corrosion
Dry steam is not corrosive, but once it condenses again to form water, it can adsorb the corrosive gases, oxygen and carbon dioxide, which if not adequately treated can lead to rapid failure of condensate return lines. The first place to fail in the condensate line tends to be threads and elbows and the natural corrosion rate will tend to increase where the raw water alkalinity and carbon dioxide is high. Oxygen corrosion, which leads to pin-holing of the condensate line, can usually be controlled by adding an effective chemical oxygen scavenger to the boiler feed water. Carbon dioxide corrosion, which leads to uniform metal loss below the water line caused by acid attack, can be controlled either by pre-treatment techniques such as de-alkalisation and reverse osmosis, or by the addition of special steam volatile chemicals such as neutralising and filming amines. Depending on their nature, these chemicals can either be dosed into the boiler feed water or injected directly into the steam header.
Steam Boiler Blowdown
The purpose of steam boiler blowdown is to remove sludge, suspended solids and dissolved solids (TDS). Sludge is formed by either precipitated hardness salts or corrosion products carried back from the condensate system. A sudden increase in the sludge level may indicate that there is a problem with the water softener or condensate contamination. The TDS (total dissolved solids) is a measure of all the minerals dissolved in the water and in the case of the boiler feed water is a mixture of natural TDS present in the incoming water and additional TDS from the treatment chemicals. As steam is raised, pure water is evaporated, leaving the TDS behind in the boiler water which becomes increasingly concentrated. Initially this is beneficial since it allows the treatment chemicals to become more concentrated and offer better protection to the boiler but eventually, if unchecked, the water would become so concentrated that its surface tension increases and steam bubbles can no longer escape freely, resulting in foaming and carryover. Foaming will impair the removal of heat from the boiler tubes and thus put them at risk of overheating and failure.
Carryover is where boiler water, with all its TDS, is carried into the steam system along with the steam. It should be avoided since it can result in product contamination and damage to steam-side equipment. In order to prevent foaming and carryover, the build-up of the boiler TDS needs to be controlled by removing concentrated boiler water via blowdown and replacing it with fresh feed water with a lower TDS. The guidance in BS2486 indicates that for most shell boilers that the TDS should be limited to a maximum 3500mg/l. However, in certain circumstances it may be necessary to maintain a lower TDS if carryover is to be avoided (particularly where the boiler has a small steam space or the raw water is particularly high in alkalinity). Blowdown is essential to remove sludge and maintain steam purity but it is important to ensure that unnecessary blowdown is avoided since it wastes energy. Depending on the boiler pressure every 3-4% blowdown equates to 1% of the fuel cost. In order to control the TDS effectively, the boiler should be fitted with an efficient auto-blowdown system which continuously monitors the boiler TDS and adjusts the blowdown accordingly. Because the TDS probe is in an extreme environment, it is likely that the TDS reading will drift considerably over time, so the control system will need regular testing and recalibration. The boiler water tests should include a measurement of TDS which can be used to adjust any automatic blowdown system. Wherever possible, the auto-blowdown system should incorporate a correctly sized flash vessel and heat recovery system which can potentially recover up to 80% of the energy in the blowdown and save on make-up water by returning flash steam to the hotwell. As well as the automatic TDS control blowdown, it is necessary to periodically operate the bottom blowdown valve, both to ensure it is operational and also to help remove any accumulated sludge. Where there is no significant sludge build-up, a single short blowdown of no more than 5 seconds per day is sufficient. If this needs to be increased in order to help purge a build-up of sludge resulting from a contamination problem, this is best achieved by several short blowdowns at periods of low fire rather than one long one.
An inefficiently run boiler can be a source of wasted fuel and water see how Feedwater can ensure your Energy and water savings.
Consultancy
Our consultants work across the UK visiting hundreds of industrial sites a week. We believe that any treatment plan is only as good as the service which comes with it which is why our expertly trained consultation team perform weekly, monthly or quarterly visits for some of the biggest names in the UK as well as the small business operator who make up the backbone of the UK economy. Both small and large businesses have a need to protect their critical assets from damage and ensure their plant operates safely and efficiently. To enquire about consultancy for your boiler treatment regime then fill out the contact form below and we will be in touch to arrange a free visit.